What Is Electrospinning?
Electrospinning is an additive manufacturing technology for precisely creating micro- and nanofibers using electrostatic forces.


Electrospinning has emerged as a transformative additive manufacturing technique, bridging nanotechnology with industrial-scale production. In 1887, physicist Charles V. Boys observed that fine fibers could be drawn from a viscous liquid using an electric field – a precursor to what we now call electrospinning. Early 20th-century inventors like John Cooley and William Morton patented methods for electrically producing fibers (1900–1902), and Anton Formhals in 1934 filed the first patent explicitly on electrospinning (“electrical spinning”) to create artificial threads. These foundational efforts laid the groundwork for modern electrospinning, which truly gained momentum in the 1990s when Doshi and Reneker reintroduced the technique and systematically studied how parameters influence fiber formation. Advances in imaging (e.g. scanning electron microscopy) further revealed the nanometer-scale capabilities of electrospinning, solidifying it as a cornerstone of nanofiber fabrication. Today, electrospinning enables the creation of ultrafine fibers that mimic biological materials and possess unique functionalities, driving innovation across multiple industries (Keirouz et al., 2023).
The appeal of electrospun fibers lies in their exceptionally high surface area-to-volume ratio, porosity, and the ability to tailor their composition and morphology. The global market for electrospun fibers was estimated at about $1.0 billion in 2023, with demand projected to grow at a CAGR of 11.7% through 2030. Notably, the medical and healthcare sector is a major driver of this growth – accounting for roughly one-third of market share – due to a surge in electrospun products like wound dressings, drug delivery systems, tissue scaffolds, and implant coatings. This growth is fueled by the technology’s ability to address pressing needs (e.g. chronic wound care, tissue regeneration) with finely tuned nanofiber solutions, as well as improvements in manufacturing that have made large-scale electrospinning more feasible (Grand View Research, 2024). At the same time, however, the increasing adoption of electrospinning brings new challenges. Issues such as scalability, consistency, and environmental safety (many processes still rely on toxic solvents) have come to the forefront. The following sections explore what electrospinning is, its key application areas, the current challenges limiting its broader use, and how companies like VIVOLTA are developing solutions – such as the MediSpin™ system – to overcome these barriers and set new standards in the field.
Electrospinning is an additive fabrication process that uses electrostatic forces to produce fibers from a polymer solution or melt, with diameters ranging from nanometers to several microns. In a typical setup, a polymer solution is loaded into a syringe ending in a fine needle (the spinneret). A high-voltage power supply applies an electric field to the droplet of solution at the spinneret tip, while a grounded collector (e.g. a metal screen or rotating mandrel) is placed at some distance to receive the fibers. When the voltage rises to a critical value, electrostatic repulsion overcomes the fluid’s surface tension, and the droplet elongates into a conical shape known as the Taylor cone. A thin charged jet of polymer is then ejected from the cone toward the collector. As this jet travels through the air, it undergoes rapid stretching and solvent evaporation, solidifying into ultrafine fibers that deposit on the collector as a nonwoven mat (Ji et al., 2024).
Several parameters can be tuned in electrospinning to control fiber formation and morphology. Process parameters (voltage, solution flow rate, distance from needle to collector) and environmental conditions (humidity, temperature) critically affect the diameter and uniformity of fibers. For example, higher voltages generally produce thinner fibers up to a point, while humidity can influence solvent evaporation and fiber continuity. Solution properties are equally important – polymer concentration, viscosity, conductivity, and solvent volatility determine whether a stable jet can form without breaking into droplets (a phenomenon known as beading). By optimizing these factors, one can customize fibers for specific applications, from smooth continuous nanofibers to porous or core–shell structures. The versatility of electrospinning is such that it can accommodate a wide range of polymers (natural and synthetic) and even incorporate bioactive molecules or nanoparticles into fibers. This level of control, coupled with the simplicity of the apparatus, makes electrospinning a powerful technique for engineering materials that closely mimic extracellular matrices or have other desirable nanoscale features (Ji et al., 2024).

Polymer identity sets the baseline viscoelasticity, entanglement density, and solidification pathway (glassy vs semicrystalline), which together govern jet stability and the ability to form bead-free continuous fibers. Sufficient molecular weight and chain entanglements are required to avoid Rayleigh breakup; too few entanglements yield beads or droplets, while very high molecular weight can impede pumping and cause intermittent jets (Ji et al., 2024).
Concentration tunes viscosity and entanglement number. At low concentration, insufficient elasticity produces beads-on-a-string; at moderate concentration, uniform fibers emerge; at very high concentration, solutions may not flow well and can clog nozzles. The usable window is polymer- and solvent-specific and should be mapped empirically for each formulation (Ji et al., 2024).
Higher conductivity increases the charge carried by the jet, enhancing elongational forces and often reducing fiber diameter; however, excessive conductivity can destabilize the jet (multiple whipping modes). Surface tension resists jet formation; modest reductions (via solvent choice or surfactants) can aid spinnability but must be balanced to maintain a stable Taylor cone (Ji et al., 2024).
The solvent system controls evaporation rate and therefore when the jet “freezes” into a solid fiber. Highly volatile solvents promote rapid solidification (favoring circular cross-sections), while slower-evaporating systems can yield ribboned or porous fibers if drying is delayed. Dielectric properties also influence charge density and jet stretching. There is increasing emphasis on “benign/green” solvent systems (e.g., ethanol-, water-, or citrate-based) to reduce environmental and occupational hazards, with current definitions and decision frameworks summarized by Avossa et al. (2022).
Elevating solution temperature lowers viscosity and surface tension, typically thinning fibers; excessive heating can increase solvent vapor pressure and introduce jet instabilities. Quantitatively, increasing working temperature can reduce fiber diameters by tens of percent depending on the polymer/solvent system (Yang et al., 2017).

Voltage must exceed the threshold for Taylor cone formation; beyond that, higher field strength generally increases elongational forces and can reduce diameter up to an optimum, after which whipping instabilities and bead formation may increase. Electrode geometry (ancillary plates, field-shaping shields) can stabilize multi-jet arrays and improve uniformity across a wider deposition area (Beaudoin et al., 2022).
Flow must replenish the Taylor cone without overfeeding. Too low a rate causes intermittent jets; too high a rate produces wet fibers, beads, or fused mats due to insufficient solvent removal before impact. In closed-loop control schemes, small pump-rate adjustments (e.g., ±2%) are used as actuators to maintain setpoints for thickness and fiber diameter (Ji et al., 2024).
TCD sets the residence time for stretching and solvent evaporation. Short TCDs can yield wet deposition, ribboning, or fiber fusion; longer TCDs allow more thinning but can increase whipping, overspray, and nonuniformity. TCD is co-optimized with volatility, humidity, and voltage to land at the same “dry state” upon impact (Ji et al., 2024).
Single-needle setups are versatile and controllable; multi-needle arrays raise throughput but can suffer from jet–jet interactions unless fields are flattened or shielded (Beaudoin et al., 2022). Coaxial or triaxial spinnerets enable core–shell or multi-compartment fibers for encapsulation and functionally graded profiles. Inner diameter and wall thickness of the needle influence shear history and clogging propensity.
Static plates favor random mats; rotating drums/mandrels and patterned collectors can impart alignment or texture. Continuous transport systems (e.g., segmented “wafer” collectors) support high-volume production while minimizing mechanical compression of still-drying fibers, improving thickness uniformity across large areas.

Ambient RH influences solvent evaporation kinetics and fiber surface morphology. A 10–20% RH increase can drive transitions from smooth cylinders to porous or wrinkled/ribbon morphologies in certain systems due to phase separation during drying (Putti et al., 2015; Zhang et al., 2020). Tight RH control is therefore essential for reproducible diameter and surface texture.
Higher temperature accelerates evaporation and lowers solution viscosity, typically thinning fibers but potentially increasing defects if drying is too rapid or nonuniform (Yang et al., 2017). Local airflow and solvent vapor around the needle tip can stabilize the Taylor cone and reduce beading—especially for volatile solvent systems—by moderating evaporation right at the jet origin.
As mats thicken, residual charge on deposited fibers can repel incoming jets, limiting build height and promoting nonuniform laydown. Strategies include adjusting collector potential or active ionization to neutralize charge and maintain stable deposition during long builds.
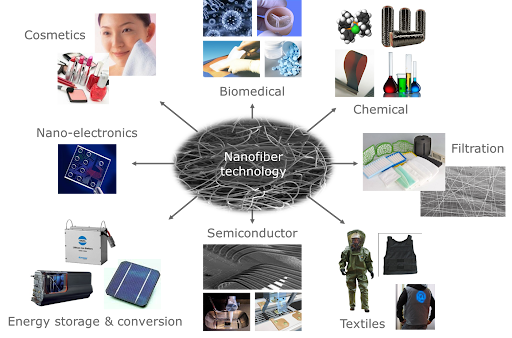
In energy conversion and storage, electrospun nanofibers enable electrodes and membranes with enhanced performance. For example, carbon nanofiber mats used as gas diffusion layers (GDLs) in high-temperature polymer electrolyte membrane fuel cells improve power density by integrating the GDL into the electrode and creating a highly porous network for gas transport (Mamun et al., 2023). One U.S. Department of Energy–backed project (Materic’s “Koyla Web” GDL) received a $10 million EERE award and demonstrated that these nanofiber‐based GDLs can be manufactured at scale (tens of thousands of m²/yr) while boosting fuel cell output (Bettenhausen, 2024). Similarly, in lithium‐ion batteries, electrospinning is employed to fabricate thin, porous separators with large surface area and uniform pore structure; these mats facilitate rapid Li⁺ transport, improve charge/discharge rates, and help accommodate electrode volume changes during cycling (J. Wang et al., 2022; Yerkinbekova et al., 2022). Nanofibrous separators composed of flexible lithiophilic polymers, for instance, can endure the significant volumetric expansion of Li metal or silicon electrodes without mechanical failure (Kolathodi et al., 2015). Ongoing research in supercapacitors and solar cells is also exploring electrospun nanofibers—such as metal-oxide (NiO) or carbon composites—as active materials to increase energy density and cycling stability (Kolathodi et al., 2015).
One of the most mature industrial uses of electrospun fibers is in filtration media (Zhou et al., 2022). The sub-micron diameter combined with residual charge of electrospun fibers allows them to capture extremely fine particles that traditional filters miss (Gotti et al., 2024; Sanyal and Sinha-Ray, 2021). Human airways cannot efficiently block particles < 2.5 μm, which can penetrate deep into the lungs and contribute to cardiovascular and respiratory diseases (Pope and Dockery, 2006, p. 20). Electrospun air filters—including biodegradable membranes—have demonstrated very high capture efficiencies for ultrafine particulates owing to their small pore sizes and high surface area (Keyvani et al., 2025). Indeed, fibers with diameters below ~500 nm markedly improve filtration performance by increasing pore density and interception points (Zhu et al., 2017). Advanced nanofiber filters made from polymers such as polyacrylonitrile (PAN), polyvinylidene fluoride (PVDF), and biopolymers achieve high filtration efficiencies at low pressure drop; multilayer designs or incorporation of additives enable capture across a wide size range (Jiang et al., 2021). Incorporating graphene oxide or metal–organic framework (MOF) particles into electrospun fibers further enhances particulate capture and even enables volatile organic compound removal (Topuz et al., 2022). Electrospun filters are now used in personal protective masks and air-purification systems, and several companies market nano-filter products targeting challenges such as wildfire smoke (Seoane et al., 2024).
For water filtration, electrospun nanofiber membranes offer superior porosity compared to traditional filters and can be functionalized to target specific contaminants (Nayl et al., 2022). Polymer fibers (e.g., PVDF, cellulose acetate) deployed in treatment modules remove bacteria—and even viruses—via tight pore structures and high adsorption capacity (Voisin et al., 2017). Electrospinning also enables embedding antimicrobial nanoparticles (e.g., silver) or adsorbents directly into the fibers, creating composite filters that both physically strain microbes and neutralize or adsorb chemical pollutants (Torasso et al., 2021). While full-scale integration into municipal systems remains in development, electrospun membranes are commercialized in portable and point-of-use water purifiers, where high efficiency is a critical advantage (Agrawal et al., 2021).
The textile industry is tapping electrospinning to produce smart fabrics with functionalities beyond traditional clothing (Mpofu et al., 2024). Because electrospun fibers can be made extremely fine and can incorporate a variety of materials, they are ideal for creating lightweight, breathable fabrics that also conduct or convert external stimuli to electricity or sense the environment (Zhang et al., 2023). For example, researchers have spun flexible nanofiber yarns functionalized with silver nanowires, imparting both high tensile strength and conductivity; these yarns can be woven into wearables as sensors or electronic circuitry (Shao et al., 2024). Applications range from health-monitoring clothes—such as nanofiber-based patches and garments that detect ECG signals, heart rate, or strain via piezoelectric or triboelectric effects—to military uniforms with built-in filtration and adaptive camouflage properties (Degenstein et al., 2021; Zhang et al., 2023). Nanofibers can also impart superhydrophobic (water-repellent) or antimicrobial properties to textiles, enabling rapid self-cleaning and moisture control (Nuraje et al., 2013). Several sportswear companies have explored nanofiber-based functional layers in athletic apparel—one notable example being a polyimide nanofiber membrane that offers both high breathability and durable waterproofing, suitable for moisture-wicking running shoes and outerwear (Li et al., 2024). The high porosity of electrospun membranes allows sweat to evaporate without sacrificing barrier performance, a balance difficult to achieve with conventional materials. As production techniques improve, we can expect to see more “functional textiles” that leverage electrospun nanofibers for enhanced comfort, protection, and smart functionalities.
In agriculture, electrospinning offers novel solutions for delivering agrochemicals and protecting crops in a more controlled and sustainable manner. One promising approach is using nanofiber seed coatings that contain nutrients or pesticides, which can be released slowly as the seed germinates (Department of Nano science and Technology, Tamil Nadu Agricultural University, Coimbatore-641 003 et al., 2022). By coating seeds with a thin layer of biodegradable electrospun fibers infused with fertilizers, growth hormones, or antifungal agents, farmers could improve seedling survival and early growth while using less chemical input overall. Studies have shown, for instance, that seeds coated with nanofibers carrying essential micronutrients exhibit better germination rates and root development compared to uncoated seeds (Department of Nano science and Technology, Tamil Nadu Agricultural University, Coimbatore-641 003 et al., 2022). Similarly, nanofiber coatings can protect seeds and young plants from pests by delivering insecticides locally in the soil, rather than spraying across an entire field (Farias et al., 2019). Another application is crop protection meshes and wraps: electrospun nets with pheromone-loaded fibers have been tested to create an “invisible” barrier against insects by disrupting their mating cycles, offering an eco-friendlier pest control strategy (Lindner et al., 2011). Nanofibers are also being researched for slow-release fertilizer pads that farmers could place in soil, which gradually dissolve and feed plants over time, reducing the need for repeated fertilizer applications and minimizing runoff (Javazmi et al., 2020). In irrigation systems, electrospun fiber filters can remove contaminants and even deliver water-conditioning agents as water passes through (Badgar et al., 2022). Overall, the ability to fine-tune release profiles and biodegradation rates makes electrospun nanofibers a compelling system for “smart” agricultural inputs that improve yield while mitigating environmental impact.
Medical electrospinning is a cornerstone of modern regenerative medicine and drug delivery. Electrospun biomaterials are particularly valuable in healthcare because their fibrous architecture can mimic the native extracellular matrix (ECM) of human tissue, guiding the body’s healing processes (i.e., guided tissue restoration). Because of its versatility in terms of applicable materials, diverse forms, and tunable functionality, numerous medical applications exist. Below, we explore key medical applications of electrospun nanofibers, organized by clinical field (i.e., market segment), and highlight the benefits demonstrated in research or emerging products in the following medical device segments:
Read more about how electrospinning is making a difference in the clinic in each of these segments here.
Electrospinning outcomes result from a tightly coupled parameter set: fluid properties (entanglement, viscosity, conductivity, surface tension; solvent choice), operating conditions (field strength, flow, TCD, nozzle geometry), ambient environment (temperature, humidity, vapor, charge management), collector design and motion, and the selected spinning mode for scale-up. Establishing and maintaining an appropriate window across these factors enables consistent control of diameter, morphology, alignment, porosity, and layer architecture—independent of end-use domain.
To learn more about electrospinning, current challenges, and key medical applications, read more in our white paper.


"*" indicates required fields